Ультразвукове зварювання
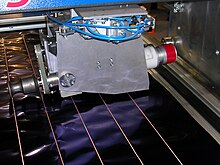
Ультразвукове зварювання металевої фольги. Звуковипромінювальний зварювальний інструмент котиться уздовж шва.
Ультразву́кове зва́рювання (УЗЗ) (англ. ultrasonic welding) — зварювання тисненням із прикладенням ультразвукових коливань[1], технологічний процес отримання нерознімного з'єднання двох матеріалів, часто розглядається як подальший розвиток технології холодного зварювання.
Зміст
1 Історична довідка
2 Технологія УЗЗ
3 Використання
4 Примітки
5 Джерела
Історична довідка |
Ультразвукове зварювання — винахід, поява і первісний розвиток якого відноситься до 30-40-х років XX століття. Застосування цього процесу пов'язане з дослідженням використання ультразвукових коливань для очищення поверхонь, що призначені для з'єднання за допомогою контактного зварювання. Було виявлено, що при одночасному впливі на зону зварювання певного зусилля стиснення і ультразвукових коливань з'єднання зразків здійснюється без пропускання через них зварювального струму.
Дослідження, проведені в середині 60-х років ХХ ст. в Інституті електрозварювання ім. Є. О. Патона НАН України та Інституті металургії і матеріалознавства ім. О. О. Байкова (РАН) дозволили обґрунтувати механізм утворення з'єднання металів за допомогою ультразвуку.
Технологія УЗЗ |
Сутність процесу полягає в тому, що одночасно з тиском до заготовок прикладають поле механічних коливань високої частоти (f = 18…180 кГц). Зварювання відбувається в результаті взаємного тертя, нагріву та тиску. Сили тертя виникають при дії на заготовки, що стиснені осьовою силою механічних коливань ультразвукової частоти. Для цього використовують магнітострикційний ефект, який полягає в зміні розмірів деяких металів, сплавів і керамічних матеріалів при їх намагнічуванні і розмагнічуванні під дією змінного магнітного поля.
При УЗЗ металів зварне з'єднання утворюється без розплавлення. Спочатку процесу зварювання відбувається інтенсивне механоабразивне зношування поверхневих плівок. Тривалість і ефективність їх зносу залежать від конкретних умов в зоні зварювання. При утворенні фізичного контакту поверхонь, їх стисненні до рівня границі плинності матеріалів, що зварюються і підвищенні температури в зоні зварювання до (0,4 … 0,6) Tпл відбувається процес взаємодії на атомарному рівні. Утворені вузли схоплювання розростаються в результаті інтенсивних дифузійних процесів.
Зварюваність металу залежить від його твердості і кристалічної структури. Зварюваність погіршується в такій послідовності для металів, що мають ГЦК, ОЦК і гексагональну кристалічні ґратки, а також із збільшенням твердості.
Ультразвукове зварювання дозволяє з'єднувати різні елементи виробів завтовшки 0,005…3,0 мм або діаметром 0,01…0,5 мм. При приварюванні тонких листів і фольги до деталей товщина останніх практично не обмежується.
Ультразвукове зварювання може використовуватись для точкового з'єднання або безперервним швом деталей: з алюмінію, міді та нікелю; металів з металокерамікою; деталей з пластмас у тому числі поліетиленових плівок тощо.
Використання |
УЗЗ знайшло застосування в ряді галузей промисловості та має тенденцію подальшого розвитку. Висока техніко-економічна ефективність використання УЗЗ пластмас і металів визначається технологічною необхідністю, усуненням шкідливих умов праці, реальним зниженням трудозатрат і економією кольорових металів.
Застосування ультразвуку як джерела енергії обумовлює технологічні особливості процесу зварювання, до них можна віднести наступні: низькі вимоги до стану зварюваних поверхонь, можливість зварювання матеріалів з високою електропровідністю (мідь, алюміній), різнорідних (сталь — алюміній), різнотовщинних (1:100). Ультразвуком добре зварюється велика група термопластичних полімерів. Деякі з них, наприклад полістирол, поліетилентерефталат тощо, зварюються виключно ультразвуком.
Областями використання ультразвукового зварювання є: виробництво напівпровідників, мікроприладів і мікроелементів для електроніки, конденсаторів, запобіжників, реле, трансформаторів, нагрівачів побутових холодильників, приладів точної механіки й оптики, реакторів, зрощування кінців рулонів різних тонколистових кольорових металів та їх сплавів у лініях їхньої обробки, а також автомобільна промисловість.
Примітки |
↑ ДСТУ 3761.2-98 Зварювання та споріднені процеси. Частина 2. Процеси зварювання та паяння. Терміни та визначення.
Джерела |
Силин Л. Л., Баландин Г. Ф., Коган М. Г. Ультразвуковая сварка. — М.: Машгиз, 1962. — 252 с.
Холопов Ю. В. Оборудование для ультразвуковой сварки. — Л.: Энергоатомиздат, Ленингр. отделение, 1985. — 168 с.
Холопов Ю. В. Ультразвуковая сварка пластмасс и металлов. — Л.: Машиностроение. Ленингр. отделение, 1988. — 224 с.
Зайцев К. И. Сварка пластмасс / К. И. Зайцев, Л. Н. Мацюк. — М.: Машино-строение, 1978. — 234 с.
Волков С. С. Сварка и склеивание полимерных материалов / С. С. Волков. — М.: Химия, 2003. — 374 с.
Волков С. С. Сварка пластмасс ультразвуком / С. С. Волков, Б. Я. Черняк. — М.: Химия, 1986. — 256 с.- Сварка полимерных материалов: справочник / К. И. Зайцев, Л. Н. Мацюк, А. В. Богдашевский [и др.]. — М.: Машиностроение, 1988. — 312 с.
Це незавершена стаття зі зварювання. Ви можете допомогти проекту, виправивши або дописавши її. |
| ||||||||||||||||


